Pallets & Pallet Flow Design Guide | Storage Coordinators
Pallets & Pallet Flow Design Guide | Storage Coordinators
Table of Contents
Making Sense of the Many Shapes, Styles, and Sizes of Pallets
Typically, pallet flow rack is designed to flow palletized inventory. While there are times when pallet flow is used for non-palletized inventory, most systems are used with pallets. As such, pallets become critical in the pallet flow lane configuration design specs. Storage Coordinators Best Practices is back with a comprehensive resource to help you understand the basic pallet specs and how they relate to your gravity flow system. Use this helpful guide for system design.
As you can see from the chart below, pallets come in many styles and materials. Let’s review basic pallet terminology to be able to define the types and apply them to pallet flow lane design.
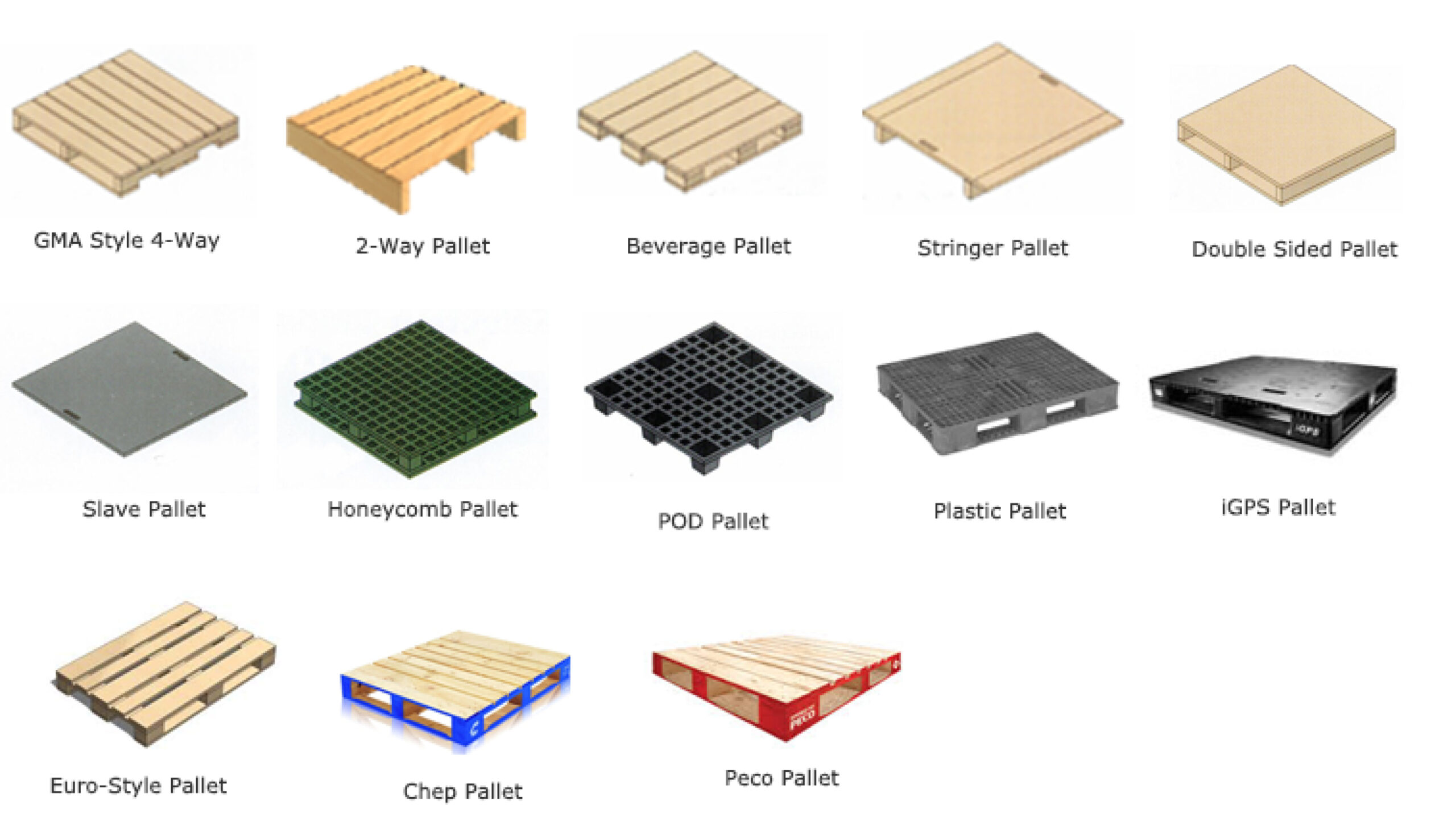
Pallet Terms
Length: Refers to the size of the stringer.
Stringer: Sometimes referred to as runners, these are the boards that run the pallet length between the top and bottom deck boards (hold the pallet up). They are either solid or notched beams to allow for forklift entry. Pallets can have from 2 – 5 stringers per pallet.
- A notched beam design creates a 4-way pallet, the most common type.
- A skid is a pallet with no bottom decking, usually always a 2-way pallet.
**Pallets can have a rectangular, square, or cylindrical spacer between the top and bottom deck boards instead of the stringers, called block pallets.**
Deck boards: The boards that run perpendicular to the stringer and are mounted atop.
While we’ve acknowledged the variety of pallet styles, there IS a “standard” pallet type called a GMA-style pallet that is the most common and widely accepted in North America. There are values and benefits to using a pallet standard.
What Makes a Pallet "Standard"
GMA stands for the Grocery Manufacturer’s Association. This organization sets the standard many people use and apply as pallet manufacturing guidelines. Pallets that meet these guidelines are then often referred to as GMA-style pallets.
A universal pallet has many benefits. Importantly, it allows pallet-handling equipment and automated systems to work efficiently across different industries and manufacturers. It must conform to these parameters to determine if a pallet is GMA-style.
GMA-Style Pallet Parameters:
- Dimensions: 48” x 40” x 6 ½”
- Stringers: 1 3/8″ x 3 1/2″ x 48″
- Top and bottom deck boards: 5/8″ thick.
- Top of the pallet: 5 1/2″ x 40″ board on each end and five 3 1/2″ x 40″ boards in the center.
- Bottom of the pallet: 5 1/2″ x 40″ board on each end and three 3 1/2″ x 40″ boards positioned between the notches.
- Alternate acceptable construction: 6 5/8″ x 5 1/2″ x 40″ boards on top and four 5/8″ x 5 1/2″ x 40″ boards on the bottom.
- Other common pallet dimensions: 42" x 42" and 48" x 48"
Now that you understand what a GMA-style pallet is, this is the process for determining if your pallet fits within that criteria.
Measuring & Orienting Your Pallet
- Pallet width: Refers to the direction of the deck boards. The width of a GMA-style pallet is going to be 40″.
- Pallet depth: Refers to the direction of the stringers. The depth of a GMA-style pallet will be 48″.
- Direction of Flow (Pallet Orientation): Refers to the stringers’ orientation relative to the flow direction.
- The “easy” way (right way): Bottom boards run parallel to the direction of flow.
- The “hard” way (wrong way): Bottom boards run perpendicular to the direction of flow.
• Bi-directional: Pallet can flow in either direction with max dimension dictating the direction of flow.
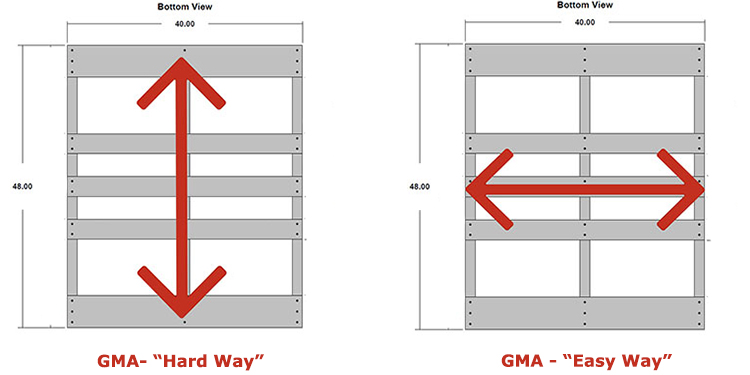
GMA-style pallets are generally oriented “the hard way” (40″ w x 48″ d), resulting in the most efficient use of space if inventory requirements dictate additional lanes. They are also easy for forklift operators to remove from the lane.
Whereas orienting the pallet “the easy way” (48″ d x 40″ w) allows more pallets per lane but takes up more horizontal space. Additionally, they are extremely difficult to extract because the fork pockets are too shallow to remove without damaging the beams. Consider it a solution for low SKU volume inventory with higher quantities.
Pallet orientation must be established before configuring the pallet flow lane. The benefits of orienting the pallets “the hard way” include more pallet flow lanes and more effortless forklift loading and unloading (due to the positioning of the fork openings on the pallet).
Designing Your Pallet Flow System to Your Pallet
Now that we know all about our pallets, here is how that knowledge applies to proper pallet flow lane configuration. Note: For successful flow projects, the same pallet type and similar weight ranges will result in a successful flow project.
The goal of a pallet flow lane is controlled and consistent flow from the load (charge) side down to the pick aisle (discharge side). The pallet must flow safely and stay centered to arrive at the pick face squared with the lane and easily accessible for the forklift to remove. A poorly designed or under-designed lane can result in pallets stuck in the lane, which is inefficient and possibly dangerous. Taking the time to get the lane configuration right pays in the years of trouble-free use.
Key pallet specs to determine system design:
- Pallet type
- Pallet orientation
- Pallet dimension – depth x width
- Bottom description/surface space
- Pallet load weight range – min/med/avg/max
- System depth
- System width – # of lane
- Facility – layout/space/environment (climate)
As you can see, the first four key pallet specs specifically concern the pallet. It is that important to the pallet flow lane design. We’ve reviewed pallet types, orientation, and dimensions. Lastly, we will review the significance of the bottom configuration of the pallet.
Bottom Boards
As a general rule of thumb, the more bottom boards, the better the contact and flow. Pallet flow rack can be designed to work around even sparsely manufactured pallets; you may just need to alter your pallet orientation, apply a pallet flow accessory, or make adjustments to help guide the pallet. In those cases, it’s best to consult the Storage Coordinators team for direction.
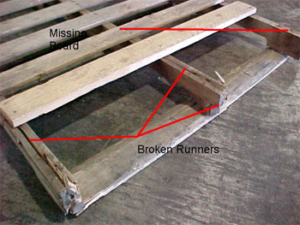
However, even with a standard number of bottom boards, the quality and thickness of the boards are also important. Good quality bottom boards and, by extension, good pallets will result in better pallet flow performance, fewer hang-ups, and minimized warehouse safety concerns and inventory damage. Broken or splintered pallets will track poorly down the lane and could leave debris behind, damaging the lane and causing pallets to get stuck. Hardwood boards are preferable to soft (i.e., pine), which can conform to the pallet flow wheels or rollers under the load weight and obstruct the flow. Avoid downtime and potential inventory damage by retiring or repairing damaged and inferior pallets. Here’s a deeper look at what constitutes a good vs. poor pallet for use in pallet flow.
Avoid These Damaged Pallet Conditions:
- Missing boards
- Broken runners
- Inadequate/inferior fasteners
- Protruding or damaged nails
- Weak blocks or warped boards
- Dangling stretch wrap or other debris
The bottom boards’ number and positioning will also impact whether wheeled or roller pallet flow would be best.
Wheeled vs. Roller Pallet Flow Systems
{kind=link}
{kind=link}
With the caveat that every Storage Coordinators pallet flow lane design project is application-driven, we can generalize a bit and note that we typically use full-roller pallet flow for applications using non-standard and plastic pallets. Non-standard would include plastic pallets, pod pallets, metal containers, corrugated containers, and slip pallets. Still, full roller remains the most adaptable.
Plastic Pallets are gaining in popularity for good reason; they’re weather-resistant, reusable, sustainable, easy to clean, bug-free, and durable. While they are a great choice for many warehousing situations, they have limitations, cost being chief among them. When considering plastic pallets for your gravity flow system, consider these critical factors impacting design and performance.
Plastic Pallet Challenges
- No standard design: With various styles and configurations, you’ll need to know your specs before designing your pallet flow system. For example, plastic pallets can have steel runners or protruding pod feet.
- Temperature-sensitive: Heat will cause the physical properties to change in plastic pallets, often resulting in conformity issues; the pallet can mold slightly to the pallet flow wheel or roller, causing flow, restart, and hang-up issues.
- Load-weight sensitive: Load weight can cause similar conformity or molding issues.
- Pallet surfing: The pallet bottom tends to skid over gravity flow rollers rather than make consistent contact due to design and uneven molding/construction.
Our full roller pallet flow can handle most of that challenge, and with the addition of speed controllers and a properly assigned lane pitch, your product should advance safely and efficiently.
Typically, roller pallet flow offers greater contact for plastic pallets, but they also tend to “surf” over the galvanized rollers vs. wood pallets. Lane pitch can help slow the pallet, but Storage Coordinators also offers Ultra-Grip rollers to make better contact with the pallet and keep them flowing.
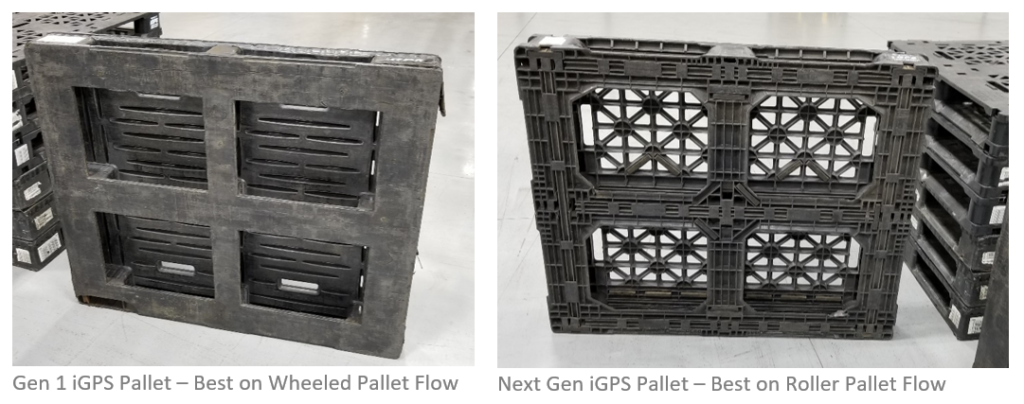
Special Note: One plastic pallet that doesn’t follow the general rule above is the iGPS plastic Gen 1 pallet. After considerable testing in the Storage Coordinators lab, we’ve determined that the Gen 1 pallet flows better in a wheeled system like Magnum wheel pallet flow. With its waffled pattern bottom, the Next Gen iGPS pallet flows well on full roller pallet flow.
Confirming Your Flow Rack Lane Configuration
Testing the pallet flow lane before ordering is the perfect answer to ensuring the best system flow. The Storage Coordinators in-house testing lab is the go-to place. Testing allows you to tweak the design and even change it if necessary before it’s too late. Call the Storage Coordinators team to review your system needs and schedule a pallet flow test.
{kind=link}
{kind=link}
Contact Us
FILL OUT THE FORM BELOW AND OUR STORAGE EXPERTS WILL GET BACK TO YOU WITHIN 1 BUSINESS DAY.